НГ6Г.01
НожницыНГ6Г.01 включены в реестр Минпромторга РФ
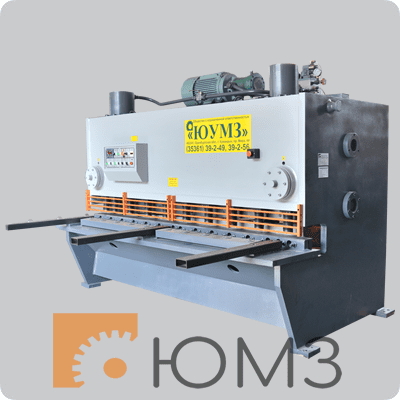
Гидравлическая гильотина НГ6Г.01, производства ООО «ЮУМЗ» (патент № 138365), предназначена для прямой продольной и поперечной резки листового материала.
ДАННАЯ МОДЕЛЬ МОЖЕТ ОСНАЩАТЬСЯ СИСТЕМОЙ ЧПУ!
Резка металла производится за один ход ножа по разметке или упору. Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе, при температуре окружающей среды от -25 С до +40 С. Удобство в работе, пониженная шумность, высокое качество реза и надежность гидравлических гильотинных ножниц, а также различные варианты комплектации позволяют эксплуатировать данное оборудование в производствах с высокими требованиями к качеству оборудования. Управление настройкой работы ножниц осуществляется с пульта, рабочий ход с педали. Электрическая схема обеспечивает работу ножниц на одиночных и автоматических ходах. На заказ могут устанавливаться комплектующие импортного производства (OMRON, SIEMENS, BOSСH и т.д.).
Изменение зазора между ножами, происходит за счет изменения угла поперечного наклона ножевой балки с помощью задних, верхних подшипников, установленных на эксцентриковых валах, соединенных штангой. При вращении валов происходит увеличение или уменьшение угла наклона. Механизм регулировки зазора состоит из двухступенчатого мотор-редуктора и управляется кнопочно, с пульта управления.
Гидравлическая система гильотины проста, не требует высокой квалификации от обслуживающего персонала. Гидравлическая схема ножниц универсальна. В зависимости от модели гидравлических ножниц на гидроагрегате могут устанавливаться лишь разной мощности электродвигатели и разной производительности масляные насосы.
ДАННАЯ ПРОДУКЦИЯ НЕ ИМЕЕТ АНАЛОГОВ РОССИЙСКОГО ПРОИЗВОДСТВА!
Патент принадлежит ООО "ЮУМЗ"!
Описание систем ЧПУ, устанавливаемых на гильотинные гидравлические ножницы
Комплектация
1.Пульт управления с УЦИ (контроллер) на станине;
2.Ножная педаль с функцией управления длиной реза;
3.Рабочий стол, оснащенный встроенными шариковыми опорами для более легкого передвижения металла в зону реза;
4.Освещение рабочей зоны с лазерным указателем линии реза - для более точного реза металла без использования заднего упора;
5.Фронтальные удлинители рабочего стола с боковой линейкой 1000 мм;
6.Передний боковой упор, при необходимости легко убирается;
7.Стандартный задний моторизированный упор - управление кнопочное, с пульта, информация о положении выводится на дисплей УЦИ;
8.Решетчатое ограждение зоны реза металла - для безопасности оператора;
9.Электронный счетчик ходов, показания на дисплее УЦИ пульта управления;
10.Гидроприжимы с полиуретановыми вставками - не повреждают металл;
11.Регулируемый угол продольного наклона ножевой балки для устранения эффекта скручивания отрезаемой заготовки - управление кнопочное, на пульте;
12.Регулируемый зазор между ножами для более качественного реза металла различной толщины. Управление штурвалом с выводом информации на специальную шкалу. Таблица с рекомендуемыми зазорами для различных типов металла находится рядом со шкалой, на станине ножниц.
Дополнительное оборудование
1. Установка числового программного управления - ЧПУ. Основное назначение систем ЧПУ - это автоматизация процесса резания. Система ЧПУ автоматически выставляет необходимые значения зазора между ножами, угла продольного наклона ножевой балки, выдвигает на необходимое расстояние задний упор, отслеживает длину реза заготовки - это делается на основании данных, введенных оператором. Введенные программы работы можно сохранять во внутренней или внешней памяти;
2.Установка системы подогрева рабочей жидкости для возможности реза металла при отрицательных температурах окружающего воздуха;
3.Моторизированный задний упор с увеличенным ходом - управление кнопочное, с пульта, информация о положении выводится на дисплей УЦИ;
4.Моторизированный задний упор с возможностью подъема над листом при резе длинных заготовок- управление кнопочное, с пульта, информация о положении выводится на дисплей УЦИ;
5.В зависимости от модели - установка дополнительной секции для возможности рубки сортового и профильного проката (круг, уголок, швеллер и т.д.);
6.Два типа рольгангов для облегчения передвижения разрезаемого металла в зону реза (приводной и не приводной);
7.Два типа откатных тележек для облегчения вывоза отрезанных заготовок из зоны ножниц (приводная и не приводная);
8.Оптическая защита рабочей зоны и зоны заднего упора с электроблокировками;
9.Пневматическая поддержка тонкого листа;
10.Изготовление станины ножниц под существующий фундамент (при обновлении станочного парка) - отпадает необходимость работ по устройству нового фундамента - прямая экономия средств.



Сравнительные характеристики
| Модели | Толщина листа при σвр ≤ 50 кгс/мм | Угол наклона подвижного ножа |
Производительность насоса, л/мин |
Эл. двигатель главного привода | Количество резов в минуту | Масса, кг | Управление рабочим ходом | Габариты, мм | ||
|---|---|---|---|---|---|---|---|---|---|---|
| min | max | кВт | об/мин | |||||||
| НГ32Г.01 | 2 | 32 | 0.5°-2°45’ | 100 | 37 | 1500 | 4-6 | 19800 | ножная педаль | 3100х2400х2800 |
| НГ6Г.01 | 0.5 | 6.3 | 0.3°-2°45’ | 25 | 7.5 | 1500 | 12-14 | 4600 | ножная педаль | 3100х1750х2150 |
| НГ13Г.01 |
0.7 |
13 | 0.3°-2°45’ | 63 | 15 | 1000 | 8-12 | 7200 | ножная педаль | 3100х1850х2300 |
| НГ16Г.01 | 1 | 16 | 0.3°-2°45’ | 63 | 18.5 | 1000 | 8-12 | 8400 | ножная педаль | 3100х1950х2450 |
| НГ20Г.01 | 1.5 | 20 | 0.3°-2°45’ | 63 | 30 | 1500 | 8-10 | 12300 | ножная педаль | 3100х2050х2550 |
| НГ25Г.01 |
2 |
25 | 0.5°-2°45’ | 63 | 30 | 1500 | 6-8 | 13800 | ножная педаль | 3100х2150х2550 |
Оказываемые услуги
Основные этапы работы
Наша продукция создана для того, чтобы наши клиенты получали качественное, надежное оборудование от завода изготовителя. Наши станки помогут вашему производству
оборудования
Создадим и подберем лучшее оборудование в лучшие сроки. Наша команда готова выполнить ваши задачи!
Подробнееотладка
После получения оборудования, мы оказываем услуги по запуску и отладке оборудования
ПодробнееНаши инженеры отлично знают свою технику! С помощью мощностей официального поставщика произведут лучшие ремонты или сервисное обслуживание!
ПодробнееПеред передачей к клиенту наше оборудование проходит большое количество проверок качества и технологий. Мы даем гарантии на свое оборудование!
ПодробнееВас могут заинтересовать:

В течение многих лет работы, мы уже успели заслужить доверие многих компаний